3 Basic Elements of Advanced Process Controls
With the increase in processor power, the number of advanced process control (APC) algorithms available to users has reached a level where everyone should be considering if they can improve their operations by adopting one or more of the strategies. However, in some older plants, a cascade or feed-forward control loop could be considered advanced control. So what really constitutes advanced control? The usual suspects involve fuzzy logic, neural networks and predictive modeling, but there are other opportunities to improve control without resorting to something your staff may struggle to understand and use. Let’s look at three basic elements of APC.
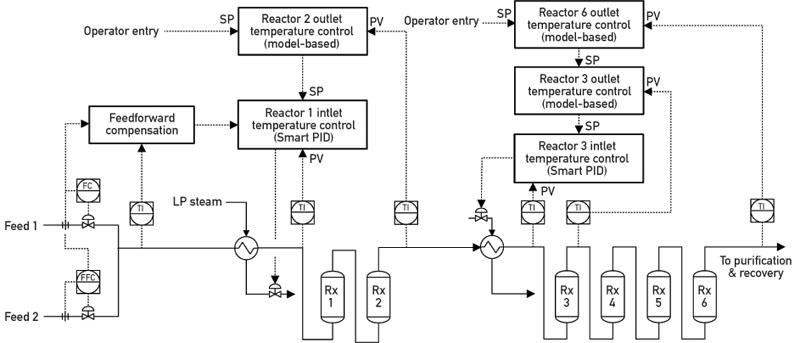
Deadtime compensation is one of the advanced control concepts that is not very well understood. Many think that simply inserting a deadtime function block into the input to the loop is adequate, but doing so neglects the effect of process disturbances to the output of the PID controller. Utilizing a Smith Predictor allows the control loop to adjust the model bias according to the magnitude of the disturbance. A modified Smith Predictor also allows the controller to adjust the gain as well as the bias depending on the disturbance. A heat exchanger that has a disturbance in its feed temperature requires a bias change to hold the outlet temperature, while a heat exchanger that has a disturbance in its feed rate requires an adjustment to the gain to maintain outlet temperature. The Smith Predictor can be constructed using standard function blocks, but some DCS manufacturers may include a control module template to speed implementation.
A second advanced control item that is implemented using standard function blocks is adaptive tuning, sometimes called gain scheduling. The classic controlled variable that can make use of this is pH, though any loop that exhibits changes in the process response that are essentially linear for that portion of the operating range is a candidate. The implementation of this isn’t difficult but the user does need to know how many control regions there are and where the changes occur in the response of the loop. The user will need to use a tuning software package to determine the responses in each of the linear regions and some way to determine the width of the transition area between regions.
The third recognizes that some control loops interact and can even fight each other, so building a decoupling network is another useful function block tool. A good example of this is a lime kiln where you are trying to control the temperature at both ends of the kiln. The cold end is controlled by the induced draft fan speed, while the hot end is controlled by the fuel flow. If you hold fuel flow constant and increase fan speed, the hot end temperature drops and the cold end increases. If you hold the fan speed constant and increase fuel flow, both ends increase but the hot end increases a lot more than the cold end. So it’s easy to see that if both controllers are in automatic they will fight each other. To break this coupling, the outputs of the control loops are taken through deadtime and lead/lag function blocks in series and summed with the output of the other control loop. Tuning the network requires knowing the two time constants of each of the loops involved, dead time and response time.
If you take these relatively simple instances of APC to their logical extremes, then you do need to start using some of the special algorithms like model predict or fuzzy logic, but at least you can start with these to see if you can improve your operation with the tools at hand.

This post was written by Bruce Brandt, PE, DeltaV Technology Leader at MAVERICK Technologies, a leading system integrator providing industrial automation, operational support, and control systems engineering services in the manufacturing and process industries. MAVERICK delivers expertise and consulting in a wide variety of areas including industrial automation controls, distributed control systems, manufacturing execution systems, operational strategy, and business process optimization. The company provides a full range of automation and controls services – ranging from PID controller tuning and HMI programming to serving as a main automation contractor. Additionally MAVERICK offers industrial and technical staffing services, placing on-site automation, instrumentation and controls engineers.